
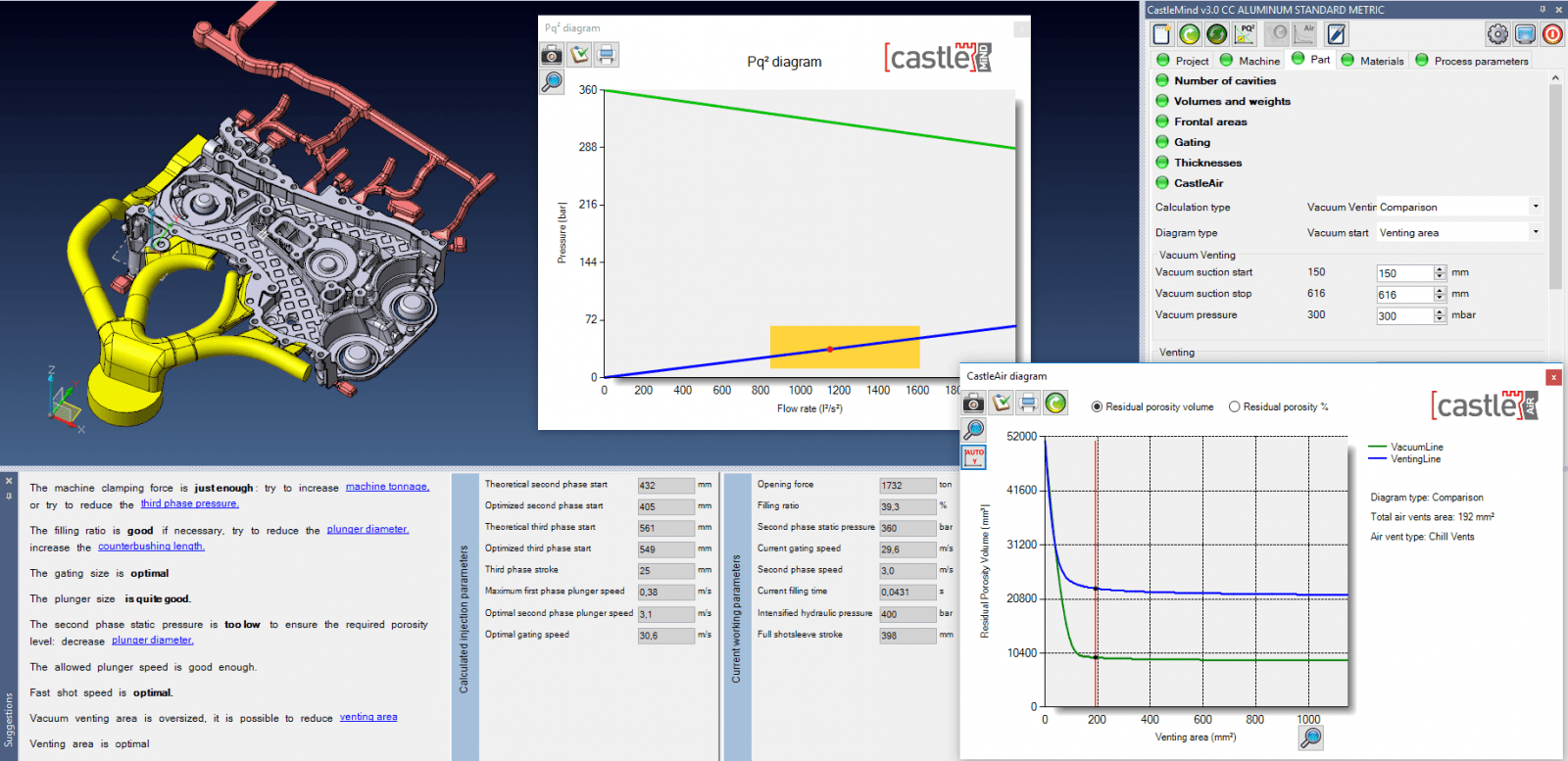

CastleMIND is the innovative software solution that brings advanced calculations and foundry experience to the foundry, within an interface designed to make the software very easy to use.

CastleKEY is the simple and immediate solution for foundries that want to minimize the costs and time of preparation of the geometries. The module offers the much-appreciated features of CastleMIND.

CastleRUN is an innovative simulation tool for the die design process that is both fast and reliable (model preparation and calculation takes just a few minutes). It enables the tool designer to ensure the optimal runner geometry without running an entire simulation of the part.

CastleBODY is the innovative software solution that includes very advanced mathematical features for die casting: the capability to simulate the combined action of a liquid (the metal) and a gas (the air) in a simple, straightforward user friendly interface.

CastleTHERMO is the simulation module for thermal cycling of the die: the full mould behaviour can be easily and realistically modelled taking into account the cooling channels and the spraying thermal effect of the release agent for state of the art filling and solidification simulations.
The simulation process
Simulation process should be considered not only as a simple verification step, once die design is completed, but as an important tool for the designers to properly develop tools and optimize the process.
The results should provide clear, fast and effective answers to check in advance any possible issue and give designers and technologists useful information about tool and process optimizations all along the development stage.
The simulation software must be suitable for everyone, easy and intuitive, both for the technical and foundry departments. It should simulate the actual process in details, taking into account all the possible variables that could show up during production. It has to facilitate the results sharing between the key figures of the project. It should help the mold designer in every single stage of die development.
According to this philosophy, Castle is composed by 4 independent modules which can be used throughout the design process.
The simulation process
Simulation process should be considered not only as a simple verification step, once die design is completed, but as an important tool for the designers to properly develop tools and optimize the process.
The results should provide clear, fast and effective answers to check in advance any possible issue and give designers and technologists useful information about tool and process optimizations all along the development stage.
The simulation software must be suitable for everyone, easy and intuitive, both for the technical and foundry departments. It should simulate the actual process in details, taking into account all the possible variables that could show up during production. It has to facilitate the results sharing between the key figures of the project. It should help the mold designer in every single stage of die development.
According to this philosophy, Castle is composed by 4 independent modules which can be used throughout the design process.
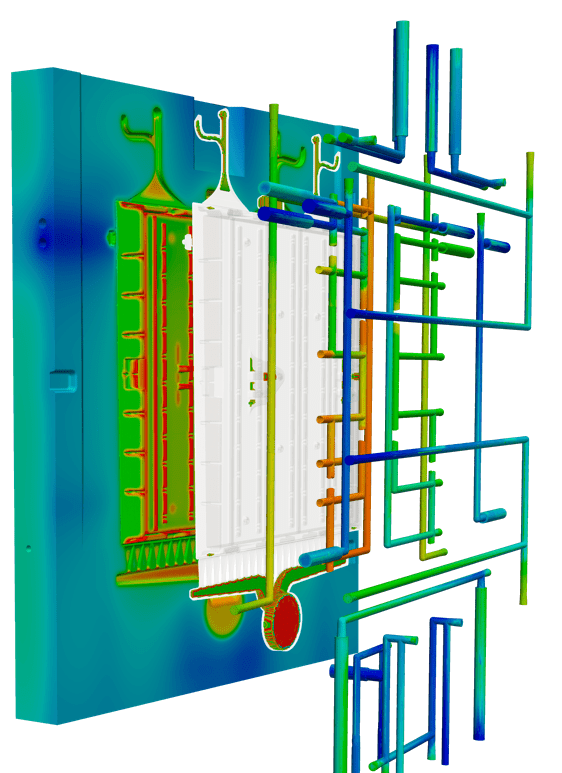
Gallery
Gallery









If you want to receive further information
or our consulting
GET IN TOUCH WITH US
